Waste heat recovery in sludge drying plants means capturing usable heat from dryer exhaust, boiler flue gas, thermic fluid systems, CHP units, condensate, or nearby process equipment and reusing it inside the drying process. In a well-designed sludge dryer plant, recovered heat can reduce fresh fuel demand, improve thermal stability, and lower sludge handling cost.
But waste heat recovery is not a simple “connect hot gas to dryer” decision. The heat source, temperature, flow rate, moisture load, dust load, corrosion risk, odour control, dryer type, and final moisture target must be checked before the system is selected.
For ETP, STP, CETP, ZLD, chemical, pharma, textile, paper, food, and municipal sludge plants, the best result usually comes from combining good dewatering, correct dryer selection, heat recovery, insulation, controlled feeding, and proper exhaust treatment.
What Waste Heat Recovery Means in Sludge Drying
Sludge drying needs heat because the system has to evaporate water from wet sludge cake. When hot exhaust air, flue gas, condensate, or process heat leaves the plant unused, that energy becomes waste heat.
A waste heat recovery system captures part of that usable heat and transfers it to another part of the sludge drying process.
Common reuse points include:
| Recovered heat use | How it helps |
|---|---|
| Preheating inlet air | Reduces fresh heat required for air heating or scavenging |
| Preheating wet sludge feed | Improves feed behaviour where the sludge is pumpable or heat-tolerant |
| Heating thermal oil or hot water loop | Supports indirect drying in a controlled closed loop |
| Boiler feedwater or makeup water preheating | Reduces fuel required by the boiler |
| Condensate recovery | Returns useful heat to the steam system |
| Process water heating | Uses low-grade heat where direct dryer use is not practical |
The goal is not to recover every degree of heat. The goal is to recover heat safely, economically, and reliably without causing fouling, corrosion, odour issues, unstable drying, or maintenance problems.
Why Sludge Drying Plants Lose Heat
A sludge drying plant can lose useful heat through several routes:
- Hot exhaust air leaving the dryer
- Boiler or hot air generator flue gas
- Uninsulated steam, hot water, or thermic fluid lines
- Hot dried sludge discharged without cooling recovery
- Condensate not returned properly
- Overheated exhaust caused by poor process control
- Air leakage in ducts, covers, or exhaust systems
- Incorrect airflow balance between FD and ID fans
Before adding a heat recovery unit, the plant should first reduce avoidable heat loss. Insulation, correct airflow, controlled feed rate, stable moisture input, and proper exhaust routing often decide whether heat recovery performs well or becomes a maintenance burden.
For a wider view of thermal drying selection, see this guide on thermal sludge drying systems.
Where Waste Heat Can Come From
The right source depends on your plant layout and available utilities.
| Waste heat source | Typical use in sludge drying | Key caution |
|---|---|---|
| Dryer exhaust air | Preheat fresh inlet air or scavenging air | Fouling, moisture, odour, corrosion, and condensate handling |
| Boiler flue gas | Economizer, combustion air preheat, water preheat | Acid dew point, stack draft, and corrosion risk |
| Thermic fluid system | Indirect heat input to dryer loop | Temperature control and safety interlocks |
| CHP / generator exhaust | Heat exchanger or hot water loop | Flow stability and gas-side fouling |
| Nearby furnace or process exhaust | Indirect heat transfer to thermal oil, air, or water | Contamination and temperature fluctuations |
| Hot condensate | Feedwater or process water preheating | Flash steam and condensate recovery design |
| Hot dried sludge discharge | Product cooling with partial heat reuse | Dust control and material handling safety |
I normally do not look only at heat-source temperature. A hot source with unstable flow, high dust, corrosive vapour, or frequent shutdowns may be less useful than a lower-temperature but cleaner and continuous source.

Why Paddle Dryers Fit Many Heat Recovery Projects
A paddle dryer is useful in many sludge drying applications because it uses indirect heat transfer. Heat is transferred through hollow shafts, paddles, and jacket surfaces instead of forcing dirty hot gas directly through the sludge.
This matters in waste heat recovery because many industrial heat sources are not clean enough to contact sludge directly. With indirect integration, the recovered heat can warm a controlled heating medium such as steam, hot water, or thermal oil, and that medium transfers heat into the dryer.
For sludge that is sticky, pasty, oily, or difficult to handle, paddle dryer selection still depends on testing and duty data. But its indirect heating design, enclosed operation, mixing action, and self-cleaning paddle geometry make it a strong candidate where controlled drying and reduced off-gas volume are important.
AS Engineers’ paddle dryer process can include feeding through a screw feeder, belt conveyor, or sludge pump; heating through steam, thermic fluid, or hot water; scavenging through FD blower and heat exchanger; exhaust handling through cyclone, scrubber, bag filter, ID blower, chimney, condenser, or solvent tank; and dried product handling through screw conveyor, silo, bagging system, bucket elevator, or truck disposal system.
For more detail on conductive drying, read sludge treatment with conductive paddle dryers.
Direct vs Indirect Waste Heat Integration
Waste heat can be used directly or indirectly.
| Method | How it works | Better fit | Main risk |
|---|---|---|---|
| Direct heat integration | Recovered heat warms air that contacts sludge directly | Belt dryers, solar-assisted systems, low-risk sludge | Odour, dust, contamination, poor temperature control |
| Indirect heat integration | Recovered heat warms steam, hot water, or thermal oil that heats the dryer surface | Paddle dryers, disc dryers, controlled industrial sludge drying | Heat exchanger sizing, loop control, capital cost |
| Utility-side recovery | Waste heat preheats boiler feedwater, combustion air, or process water | Plants with existing boilers or hot water demand | Savings may help the utility system more than the dryer directly |
For industrial sludge, indirect heat recovery is often safer from a process-control point of view because exhaust gas and sludge do not mix. That does not remove the need for EHS review, especially for solvent-bearing, oily, hazardous, or odorous sludge.
Practical Heat Recovery Layout for a Paddle Dryer Plant
A practical waste heat recovery layout may look like this:
- Dewatered sludge feed enters the wet material silo or feed hopper.
- Screw feeder, belt conveyor, or sludge pump feeds the dryer at a controlled rate.
- Paddle dryer transfers heat through hollow shafts, paddles, and jacket surfaces.
- Recovered heat source supplies energy to a heat exchanger, economizer, hot water loop, or thermal oil loop.
- FD blower and heat exchanger support scavenging air where required.
- ID fan maintains exhaust movement and negative draft where needed.
- Cyclone, scrubber, or bag filter treats fines, odour, and exhaust stream based on duty.
- Condenser and solvent tank are considered where vapour recovery is required.
- Dried sludge moves to screw conveyor, silo, bagging, truck disposal, or downstream use.
This layout must be engineered around actual sludge behaviour. Feed moisture variation, viscosity, salt content, oil content, volatile compounds, dust, and final moisture target all affect dryer sizing and heat recovery performance.
For system selection, this page on how to choose a sludge paddle dryer is a useful supporting guide.
Design Checks Before Adding Waste Heat Recovery
A waste heat recovery unit should not be selected only from temperature and flow assumptions. Use this checklist before engineering the system.
| Design input | Why it matters |
|---|---|
| Sludge type | ETP, STP, CETP, ZLD, paper, textile, pharma, food, chemical, oil, or municipal sludge behave differently |
| Initial moisture | Decides evaporation load and fuel baseline |
| Final moisture target | Prevents over-drying or under-drying |
| Wet sludge quantity per day | Sets dryer capacity and heat demand |
| Sludge consistency | Sticky, pasty, pumpable, granular, oily, or fibrous feed affects feeding and mixing |
| Heat source temperature | Determines if heat can be used directly, indirectly, or only for low-grade preheating |
| Heat source flow rate | High temperature with low flow may not give enough useful heat |
| Availability hours | Continuous heat sources are more valuable than intermittent sources |
| Dust and fines load | Affects heat exchanger fouling and cleaning frequency |
| Condensable vapours | Can create corrosion, odour, and wastewater load |
| MOC requirement | Carbon steel, SS304, SS316, duplex, or alloy selection depends on corrosion and process duty |
| Emission control | Cyclone, scrubber, bag filter, condenser, and chimney design must match exhaust quality |
| Automation level | Temperature, moisture, airflow, pressure, and feed control improve stability |
| Space and access | Heat exchanger cleaning and dryer maintenance need clear access |
For plants still evaluating drying methods, compare this with sludge drying methods and best practices.
When Waste Heat Recovery Is a Good Fit
Waste heat recovery is usually worth serious evaluation when:
- The sludge dryer operates for long daily hours.
- Wet sludge quantity is consistent.
- Feed moisture is measured and reasonably stable.
- The plant has a steady heat source such as boiler flue gas, process exhaust, CHP exhaust, condensate, hot water, or thermic fluid.
- The recovered heat can be used near the source to avoid duct and piping losses.
- The exhaust stream can be cleaned or isolated before it damages the heat exchanger.
- The plant has proper space for heat exchanger, ducting, fan, condensate drain, cleaning access, and instrumentation.
- The final sludge use or disposal route benefits from lower moisture.
Waste heat recovery should be evaluated carefully when the source is corrosive, dusty, odorous, highly intermittent, or connected with hazardous vapours. In such cases, the project needs process, mechanical, and EHS review before selection.
When It May Not Be the Right First Upgrade
Waste heat recovery may not be the first priority when:
- Mechanical dewatering is poor and sludge enters the dryer with avoidably high moisture.
- The dryer is oversized or undersized for actual feed.
- The heating system has major insulation losses.
- Exhaust ducts leak or pull excess air.
- Operators do not measure inlet and outlet moisture.
- The heat source runs only occasionally.
- The recovered heat temperature is too low for the intended use.
- Fouling risk is high and no cleaning plan exists.
- The plant expects guaranteed fuel savings without baseline data.
In many plants, the better first step is to improve dewatering, feeding control, insulation, condensate recovery, and airflow balance. Waste heat recovery performs best after the basic thermal system is already stable.
For upstream moisture reduction, see sludge dewatering techniques.
Common Buyer Mistakes
The most common mistakes I see in sludge drying heat recovery discussions are:
- Checking temperature but ignoring heat flow. A high-temperature stream with low flow may not carry enough useful energy.
- Ignoring fouling. Dryer exhaust can carry moisture, fines, odour, and condensable compounds that reduce heat exchanger efficiency.
- Skipping corrosion review. Acidic condensate and chemical vapours can damage ducts, exchangers, and fans.
- Assuming every sludge can use the same dryer. Textile sludge, paper sludge, chemical ETP sludge, municipal sludge, and oily sludge behave differently.
- Overpromising payback. ROI depends on fuel price, operating hours, evaporation load, current losses, maintenance cost, and reuse route.
- Undersizing fans and ducts. Heat recovery adds pressure drop. FD and ID fan selection must account for actual duct resistance.
- Treating emissions as an afterthought. Exhaust treatment must be part of the design, not a correction after commissioning.
- Not planning cleaning access. Heat exchangers that cannot be cleaned properly lose performance quickly.
For sludge disposal economics, connect this topic with industrial sludge disposal planning and the hidden cost of landfilling wet sludge.

Energy and Cost Logic Without Overclaiming
A proper heat recovery study should calculate the baseline first:
- Wet sludge quantity per day
- Initial moisture and final moisture
- Water evaporation load
- Current fuel consumption
- Fuel cost per unit
- Dryer operating hours
- Exhaust temperature before recovery
- Exhaust temperature after recovery
- Heat exchanger pressure drop
- Cleaning and maintenance cost
- Dried sludge handling or reuse route
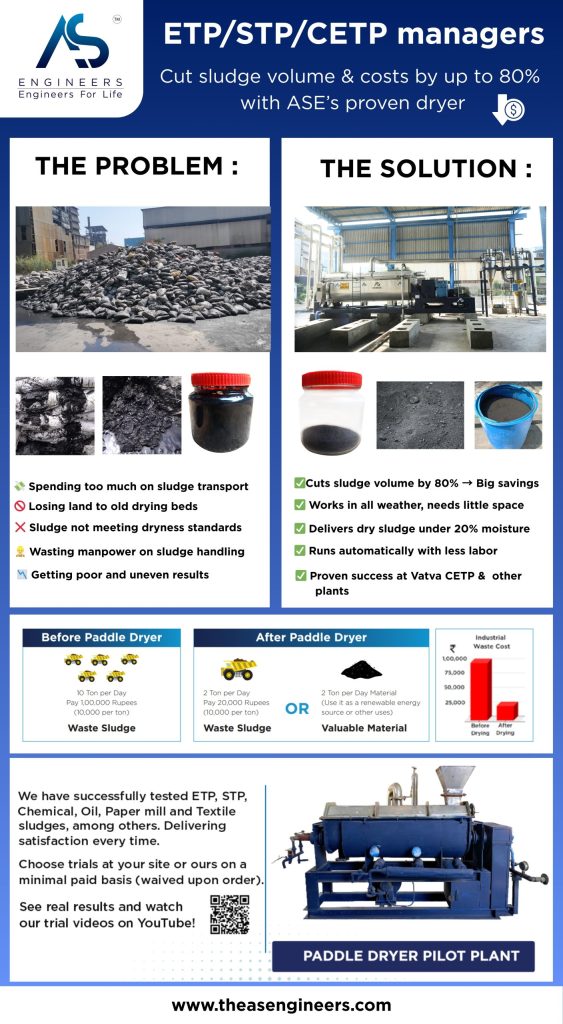
AS Engineers’ official sludge drying benchmark compares fuel consumption from 80% initial moisture to 20% final moisture using wood, coal, gas, and LDO. That type of benchmark is useful for early discussion, but it should not replace a site-specific heat and mass balance.
If your plant is part of a ZLD flow, also review zero liquid discharge and sludge handling.
RFQ Data to Share for a Waste Heat Recovery Sludge Dryer
For accurate selection, share these details with the dryer manufacturer:
| RFQ input | Details to provide |
|---|---|
| Sludge source | ETP, STP, CETP, ZLD, paper, textile, chemical, pharma, food, municipal, refinery, or other |
| Wet sludge quantity | kg/hr or tons/day |
| Initial moisture | Moisture percentage after dewatering |
| Final moisture target | Desired outlet moisture or dryness |
| Feed behaviour | Sticky, pasty, pumpable, oily, abrasive, fibrous, granular, or slurry-like |
| Sludge composition | Salts, organics, solvents, oil, pH, chloride, sulphur, heavy metals if applicable |
| Existing dewatering | Filter press, centrifuge, screw press, belt press, drying bed, or other |
| Available heat source | Flue gas, steam, hot water, thermic fluid, CHP exhaust, condensate, furnace exhaust |
| Heat-source data | Temperature, flow rate, operating hours, dust load, vapour composition |
| Utilities | Steam pressure, thermal oil temperature, power, water, compressed air |
| Site conditions | Space, duct route, chimney, access, ambient conditions |
| Exhaust requirement | Cyclone, scrubber, bag filter, condenser, odour control, chimney |
| Product handling | Bagging, silo, screw conveyor, truck loading, reuse, disposal |
| Automation need | Moisture control, temperature control, feed control, alarms, interlocks |
This data allows the manufacturer to check whether a paddle dryer, disc dryer, belt dryer, solar-assisted system, or another drying method fits the duty.
Maintenance Points for Long-Term Heat Recovery
Heat recovery performance drops when the system is not maintained. The plant team should track:
- Exhaust temperature before and after the heat exchanger
- Inlet air or heating medium temperature gain
- Heat exchanger pressure drop
- Dryer inlet and outlet sludge moisture
- Fuel consumed per ton of water evaporated
- FD and ID fan motor current
- Duct leakage and insulation condition
- Condensate pH and corrosion signs
- Cleaning frequency and fouling rate
- Odour or visible plume changes
- Scrubber, cyclone, and bag filter performance
If the heat exchanger starts fouling, the dryer may still run, but the plant silently loses fuel savings. This is why cleaning access, bypass arrangement, drain points, inspection doors, and sensor placement should be designed from the start.
Conclusion
Waste heat recovery in sludge drying plants can improve fuel efficiency and reduce operating cost, but only when the design is based on real duty data. The dryer, heat source, heat exchanger, ducting, fans, pollution control system, moisture target, and maintenance access must be engineered together.
For many ETP, STP, CETP, ZLD, chemical, textile, pharma, food, paper, and municipal sludge plants, an indirect paddle dryer with a properly designed heat recovery loop can be a practical option. It keeps the heat source separated from the sludge, supports controlled drying, and can work with steam, thermal oil, or hot water depending on the available utility.
Before finalizing the system, share sludge moisture, sludge quantity, heat-source data, final moisture target, exhaust condition, MOC requirement, and site layout. The AS Engineers team can review these inputs and suggest a sludge dryer configuration based on actual operating conditions.
Frequently Asked Questions
What is waste heat recovery in sludge drying?
Waste heat recovery in sludge drying is the process of capturing usable heat from dryer exhaust, boiler flue gas, process exhaust, condensate, or other hot streams and reusing it to support sludge drying. It can preheat air, water, thermal oil, steam condensate, or feed sludge depending on the plant design.
Which waste heat source is best for a sludge dryer?
The best heat source is steady, clean enough to handle, available during dryer operation, and close to the dryer. Boiler flue gas, dryer exhaust, CHP exhaust, hot condensate, and thermic fluid systems can be useful, but each source must be checked for temperature, flow, dust, vapour, corrosion, and operating hours.
Is a paddle dryer suitable for waste heat recovery?
A paddle dryer can be suitable because it uses indirect heat transfer through hollow shafts, paddles, and jacket surfaces. This allows recovered heat to be used through steam, hot water, or thermal oil without directly mixing dirty exhaust gas with sludge. Final suitability depends on sludge type, moisture, MOC, heat source, and site duty.
Can waste heat recovery guarantee fuel savings?
No. Fuel savings depend on the heat available, dryer load, operating hours, moisture reduction target, insulation, fouling, controls, and maintenance. A site-specific heat and mass balance is required before estimating savings or payback.
What data is needed before selecting a heat recovery sludge dryer?
Share wet sludge quantity, initial moisture, final moisture target, sludge composition, feed behaviour, available heat source temperature and flow, operating hours, fuel type, existing dewatering system, exhaust treatment requirement, MOC preference, and site layout.