Last month, a pharmaceutical facility in GIDC Vatva was issued a show-cause notice by Gujarat Pollution Control Board (GPCB) for discharging untreated effluent with COD levels exceeding 2,000 mg/L – four times the permissible limit. Their plant was shut down for three weeks. That’s ₹1.2 crore in lost production, all because their ETP wasn’t functioning properly.
This isn’t a hypothetical scare story. In my role overseeing the commissioning of industrial ETPs and sludge treatment systems at AS Engineers, I’ve seen this scenario play out repeatedly across Gujarat and Maharashtra. The consequence? Production shutdowns, penalty notices, and in worst cases, permanent closure orders.
If your facility generates industrial wastewater – from chemical processing, pharma manufacturing, textile dyeing, electroplating, or food processing – you already know an Effluent Treatment Plant (ETP) isn’t optional. It’s a regulatory requirement under the Water (Prevention and Control of Pollution) Act, 1974, enforced by CPCB and State Pollution Control Boards.
But here’s what most plant managers miss: installing an ETP solves only half the problem. The other half? Sludge. Every ETP generates sludge – sometimes 2-5% of the total wastewater volume – and if you’re not handling it correctly, you’re bleeding money on disposal costs and risking non-compliance all over again.
What Is an Effluent Treatment Plant (ETP)?
An Effluent Treatment Plant (ETP) is a multi-stage wastewater treatment system designed to remove pollutants from industrial effluent before discharge into municipal sewers or natural water bodies. ETPs treat chemical, biological, and physical contaminants, reducing parameters like Biochemical Oxygen Demand (BOD), Chemical Oxygen Demand (COD), Total Suspended Solids (TSS), and pH to levels mandated by CPCB discharge norms.
The treatment process typically involves three stages: primary treatment (screening and sedimentation to remove large solids), secondary treatment (biological or chemical oxidation to break down organic matter), and tertiary treatment (advanced filtration, adsorption, or disinfection for final polishing). Each industry has specific discharge standards – for example, pharmaceutical units must meet BOD <30 mg/L and COD <250 mg/L for discharge into inland surface waters, while textile units have additional color and chloride limits.
What most people don’t realize: the treatment process concentrates all those removed pollutants into sludge. And that sludge – often containing 95-98% moisture content when it comes out of the clarifier – becomes your next operational headache.

Why Do Industrial Facilities Need ETPs?
Short answer: because the law requires it. Long answer: because untreated industrial wastewater destroys ecosystems, contaminates groundwater, and creates public health hazards.
CPCB categorizes industries into Red, Orange, Green, and White based on pollution potential. Red category industries – chemical manufacturing, pharma, distilleries, pesticide production, dye intermediates – must have fully functional ETPs as a condition for obtaining Consent to Operate (CTO) from State Pollution Control Boards. Without CTO, you cannot legally run your plant.
But compliance is just the baseline. Here’s the real business case for a well-designed ETP:
Operating cost reduction. Recycling treated water back into non-critical processes (cooling towers, floor washing, landscaping) cuts freshwater consumption by 30-50%. In water-stressed regions like Ahmedabad, Rajkot, or Aurangabad, this translates to ₹2-5 lakh annual savings for a mid-sized facility.
Avoiding penalties and shutdowns. GPCB penalty for non-compliance starts at ₹25,000 per incident and escalates fast. A plant shutdown costs far more — not just in lost production, but in customer trust and contract penalties for delayed deliveries.
Building vendor credibility. If you supply to large OEMs or export to Europe/US, they will audit your environmental compliance. No ETP or a poorly maintained one? You’re off the approved vendor list. I’ve seen this end multi-crore supply contracts.
What Are the Key Components of an ETP System?
Every ETP has four core sections, though the specific equipment varies by industry and wastewater characteristics:
1. Pretreatment Section Bar screens, oil and grease traps, and equalization tanks. This stage removes large debris, floatable oils, and balances fluctuating wastewater composition from batch processes. For electroplating units, this includes pH adjustment tanks because chrome plating effluent can arrive at pH 2-3 and needs neutralization before biological treatment.
2. Primary Treatment Clarifiers and settling tanks where suspended solids settle as primary sludge. Coagulants like alum or ferric chloride are often dosed to speed flocculation. This stage removes 50-70% of TSS but does minimal BOD/COD reduction. The settled sludge gets pumped to a sludge thickener.
3. Secondary Treatment This is where biological or chemical processes tackle dissolved organic pollutants. Common systems include:
- Activated Sludge Process (ASP): Aeration tanks with MLSS (Mixed Liquor Suspended Solids) maintained at 2,500-4,000 mg/L
- Sequencing Batch Reactors (SBR): Fill-react-settle cycles, good for smaller plants
- Moving Bed Biofilm Reactor (MBBR): Attached-growth process, handles shock loads better
For non-biodegradable effluent (like pharmaceutical intermediates or reactive dye wastewater), chemical oxidation using Fenton’s reagent or ozone is used instead.
4. Tertiary Treatment and Polishing Sand filters, activated carbon adsorption, or membrane filtration (UF/RO) for final cleanup. If you’re recycling water back to the process, RO becomes essential to control TDS. UV disinfection is the final step for pathogen removal before discharge.
And here’s what nobody mentions in those glossy ETP brochures: every stage generates sludge. Primary clarifiers produce sludge. Secondary clarifiers produce excess biological sludge. Chemical treatment produces chemical sludge. That sludge needs dewatering, drying, and disposal — or it piles up in your sludge storage area, creating a new compliance problem.
How Does Sludge Drying Reduce ETP Operating Costs?
When sludge comes out of a filter press or centrifuge, it still contains 70-80% moisture. That’s a problem for three reasons:
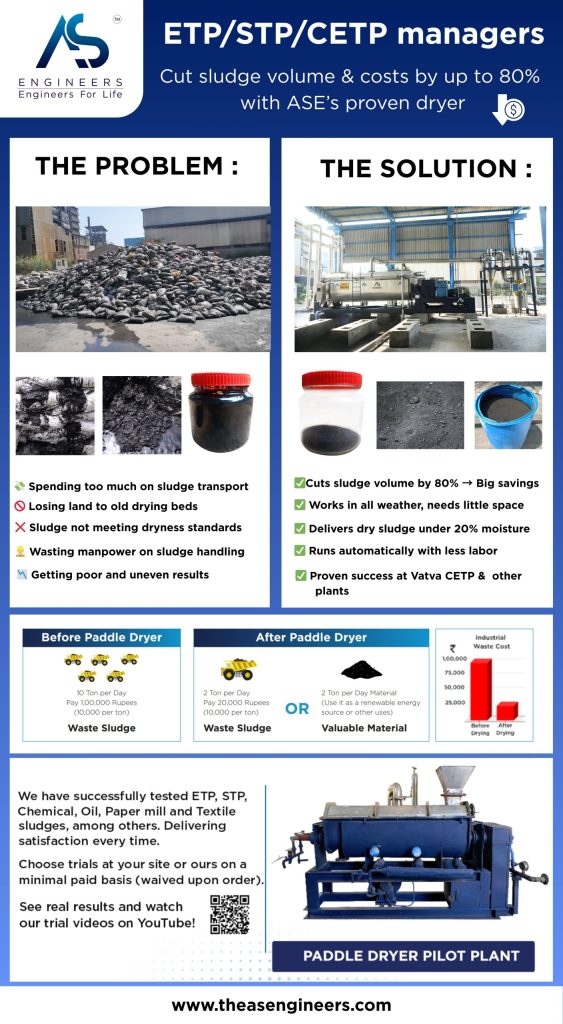
Transportation and disposal costs. Sludge disposal is charged by weight. If you’re sending 10 tonnes of sludge with 75% moisture to an authorized disposal facility at ₹3,500 per tonne, you’re paying ₹35,000 — but 7.5 tonnes of that is just water. Dry that sludge down to 10% moisture using an industrial paddle dryer, and you’re sending 2.8 tonnes instead. Same amount of dry solids, ₹25,200 saved on every disposal run.
Over a year? For a mid-sized chemical plant generating 500 kg dry solids per day, we’re talking about ₹9-12 lakh in avoided disposal costs. And that’s being conservative.
Sludge storage space. Wet sludge takes up enormous space and creates odor issues. Dried sludge is compact, stackable, and doesn’t attract pests or emit foul smells. You can store a week’s worth of dried sludge in the space wet sludge would fill in a day.
Alternative revenue streams. In some cases, dried sludge has reuse value. Pharmaceutical sludge (if non-hazardous) can go to co-processing in cement kilns as alternate fuel. Food industry sludge, after drying and composting, becomes organic fertilizer. You turn a disposal liability into a minor revenue stream or at minimum a zero-cost disposal route.
At AS Engineers, our paddle dryers are specifically designed for ETP sludge applications -handling sticky, high-moisture sludge from pharmaceutical, chemical, and food industries. We’ve commissioned units that reduce sludge moisture from 75% down to 10-15% in a single pass, with indirect heating that prevents scorching or product degradation.
The typical ROI? 18-24 months through disposal cost savings alone, faster if you can monetize the dried sludge.

Choosing the Right ETP Setup: A Quick Decision Framework
Not all ETPs are created equal. Here’s how to match the system to your actual needs:
| Industry Type | Typical Effluent Challenge | Recommended ETP Approach | Sludge Characteristics |
|---|---|---|---|
| Pharmaceutical | High COD (2,000-15,000 mg/L), non-biodegradable organics | Physico-chemical treatment + activated carbon | Chemical sludge, often hazardous, needs TSDF disposal |
| Textile (dyeing) | High color, TDS, chlorides | Coagulation-flocculation + MBBR | High volume, mixed chemical-biological sludge |
| Food Processing | High BOD, fats-oils-grease | Dissolved Air Flotation (DAF) + ASP | Biodegradable sludge, potential for composting |
| Electroplating | Heavy metals (Cr, Ni, Cu, Zn) | Chemical precipitation + ion exchange | Toxic sludge, requires TSDF disposal |
| Chemical Manufacturing | Variable composition, batch processes | Equalization + chemical oxidation | Mixed hazardous and non-hazardous, needs segregation |
One thing to remember: the ETP design should account for peak flow rates, not average. I’ve seen plants size their ETP for normal production loads, then when they run two shifts during festival season, the system gets overloaded and discharge parameters shoot up. Always design for 1.3-1.5x your maximum expected daily flow.
And build sludge handling into the initial design. Don’t treat it as an afterthought you’ll “figure out later.” By the time you’re figuring it out, you’re already paying penalty rates for emergency disposal.
Maintaining Your ETP: What Actually Matters
ETP maintenance isn’t complicated, but it’s unforgiving. Miss a week of checks, and your discharge starts slipping out of spec.
Daily checks:
- Effluent parameters at discharge point (pH, TSS, color)
- Clarifier sludge levels (should be desludged daily)
- Aeration tank DO (dissolved oxygen) levels – must stay above 2 mg/L for aerobic bacteria
- Chemical dosing rates (alum, polymer, lime)
Weekly checks:
- MLSS concentration in aeration tank
- SVI (Sludge Volume Index) to monitor settling characteristics
- Filter press or centrifuge performance
- Motor and pump bearing temperatures
Monthly checks:
- Complete effluent analysis at a NABL-accredited lab (BOD, COD, TSS, heavy metals if applicable)
- Equipment inspection (pumps, blowers, sensors, control panels)
- Calibration of online analyzers
- Sludge disposal records and manifests
Here’s a reality check from 15 years of commissioning ETPs: the plants that run smoothly are the ones where someone – a dedicated ETP operator or plant engineer – owns the system and checks it every single day. The plants with compliance issues? ETP is “handled” by the production supervisor who checks it when he remembers, which is usually after SPCB sends a notice.

Frequently Asked Questions About ETPs
What is the typical operating cost of an ETP?
Operating costs vary widely based on treatment complexity and wastewater volume, but a reasonable estimate for a 100 KLD (kiloliters per day) chemical industry ETP is ₹15-25 per kiloliter of treated water. This includes power for aeration and pumping (30-40% of cost), chemical consumables like alum and polymer (25-30%), operator salaries (15-20%), maintenance (10-15%), and sludge disposal (10-20%). Sludge drying can cut disposal costs by 60-70%, bringing total operating cost down to ₹12-18 per KLD.
How often does ETP sludge need to be disposed?
It depends on sludge generation rate and available storage. A 100 KLD ETP might generate 200-500 kg dry solids per day, which translates to 800-2,000 kg wet sludge (at 75% moisture). With a filter press, you’d accumulate 1-2 tonnes daily. Most plants dispose weekly or biweekly. With a paddle dryer reducing volume by 70%, monthly disposal becomes feasible, cutting logistics costs and administrative burden.
Can I discharge treated ETP water directly into a river or stream?
Only if your treated effluent meets CPCB’s General Standards for Discharge into Inland Surface Waters (BOD <30 mg/L, COD <250 mg/L, pH 5.5-9.0, TSS <100 mg/L, among others). You’ll need continuous monitoring and periodic third-party testing to prove compliance. Most industries find it safer and more economical to discharge into municipal sewers (after meeting lower standards) or recycle the water back into non-critical plant use.
What certifications does an ETP vendor need?
The ETP fabricator should ideally hold ISO 9001:2015 for quality management. More importantly, check their project portfolio – have they done ETPs for your specific industry? Do they provide post-commissioning AMC (Annual Maintenance Contract)? Can they supply genuine spare parts? A vendor with 15 years of pharmaceutical ETP experience is worth far more than one with 50 random projects across unrelated industries.
Final Thoughts: ETPs Are Not Expense Centers – They’re Risk Insurance
If you’re reading this because you need an ETP for compliance or because your existing system is failing to meet discharge norms, here’s what I’d tell you based on commissioning dozens of these systems:
Don’t cheap out on design. An under-specified ETP will cause you endless operational headaches, compliance failures, and ultimately cost more to fix than building it right the first time would have.
Plan for sludge from day one. The most common mistake I see: beautiful ETP systems with no practical sludge handling plan. You end up with sludge piling up in drums, emergency disposal runs at penalty rates, and operators who hate you.
And if you’re already running an ETP that’s generating tons of wet sludge every week, look at the math on a paddle dryer. The ROI is real, the savings are measurable, and you free up your team to focus on production instead of emergency sludge logistics.
Need help with ETP sludge treatment or looking to optimize your existing system? Contact us, Our team at AS Engineers has commissioned paddle dryers across pharmaceutical, chemical, and food processing facilities. We handle everything from sizing calculations to on-site commissioning and operator training.