
Oil sludge treatment is not only a cleaning activity. It is a hazardous waste management decision involving oil recovery, moisture reduction, safe handling, regulatory documentation, and final disposal or reuse. In most industrial plants, the practical route is: collect the oily sludge safely, test the sample, separate free oil and water, reduce moisture, dry the remaining solids if required, and send the output for approved reuse, co-processing, incineration, or TSDF disposal.
For refineries, petrochemical plants, oil storage terminals, lubricant plants, tank cleaning contractors, and ETP operators, the main question is not “Which machine is best?” The better question is: What is inside the oil sludge, what can be recovered, and what final disposal route is legally acceptable?
What Is Oil Sludge?
Oil sludge is a semi-solid waste containing oil, water, suspended solids, sediments, rust, sand, organic matter, and sometimes hazardous contaminants. It can come from crude oil storage tanks, petroleum refining, used oil reprocessing, oil-water separators, oil skimmers, ETP systems, drilling operations, and tank cleaning activities.
Industrial oil sludge is different from small-volume engine sludge. Engine sludge mainly affects lubrication and engine life. Industrial oil sludge is a bulk waste stream that affects tank capacity, ETP loading, handling safety, transport cost, odour, disposal documentation, and EHS risk.
In India, oily sludge and oil-containing sludge can fall under hazardous waste rules depending on source and composition. Plant teams should confirm classification with the latest CPCB/SPCB requirements and the facility’s authorization before choosing a treatment or disposal route.
Where Oil Sludge Usually Comes From
| Source | Typical Sludge Character | Main Plant Concern |
|---|---|---|
| Crude oil storage tanks | Oil, water, sediments, rust, heavy hydrocarbons | Tank capacity loss, shutdown cleaning, hazardous handling |
| Refinery ETP / API separator | Oil-water-solid mixture with high COD load | Treatment load, disposal cost, regulatory records |
| Used oil recycling / reprocessing | Oily emulsion, spent clay, filter residue | Oil recovery, safe residue disposal |
| Petrochemical plants | Oily organic sludge with process contaminants | Compatibility, solvent/oil content, emission control |
| Drilling mud and oilfield waste | Oil-containing sludge, mud, solids | Dewatering, stabilization, approved disposal |
| Oil and grease traps | Skimmed oil, grease, grit, water | Odour, pumping, separation, ETP load |
For early-stage upstream understanding, internally link this page to your guide on petroleum sludge treatment and disposal and refinery sludge management.

Why Oil Sludge Is Difficult to Treat
Oil sludge is difficult because it is not a simple wet solid. It is a sticky, variable, often emulsified mixture.
The common problems are:
- High viscosity, making pumping and feeding difficult.
- Water-oil emulsions that do not separate easily.
- Sand, grit, rust, and solids that increase abrasion.
- Residual hydrocarbons that may create odour, vapour, or flammability risk.
- Heavy metals or process contaminants that restrict reuse.
- High moisture, which increases transport and disposal weight.
- Inconsistent feed from tank bottom cleaning or ETP sludge pits.
When I review an oil sludge drying requirement, I do not start with dryer size. I first check whether the sludge is pumpable, whether free oil can be recovered before drying, whether the sludge contains solvents or flammable vapours, and what final disposal route the plant is planning.

Practical Oil Sludge Treatment Flow
A useful oil sludge treatment plan normally follows this sequence.
| Step | Purpose | Key Decision |
|---|---|---|
| 1. Collection and containment | Remove sludge safely from tank, pit, separator, or ETP area | Manual, pumpable, vacuum, screw, or enclosed transfer |
| 2. Sampling and testing | Understand oil, water, solids, ash, calorific value, metals, and hazards | Decide recovery, drying, or disposal path |
| 3. Primary separation | Recover free oil and reduce water load | Gravity, decanter, centrifuge, oil skimmer, heating, demulsifier |
| 4. Dewatering | Reduce bulk water before thermal drying | Filter press, screw press, centrifuge, thickening |
| 5. Thermal drying | Reduce remaining moisture and improve handling | Indirect paddle dryer, thermal desorption, or other thermal system |
| 6. Vapour and emission handling | Manage water vapour, oil vapour, fumes, and fines | Condenser, cyclone, scrubber, bag filter, ID fan, chimney |
| 7. Final route | Dispose, reuse, co-process, or recover value | Based on lab report and regulatory approval |
The biggest mistake is sending raw, wet, oily sludge directly for final disposal without checking whether oil, water, and solids can be separated first. That increases volume, cost, risk, and handling complexity.
Common Oil Sludge Treatment Methods
Mechanical Separation
Mechanical separation is usually the first practical step. It may include gravity settling, decanter centrifuges, three-phase centrifuges, filtration, and skimming.
This works best when the sludge has recoverable free oil and water. However, very stable emulsions, high viscosity, and fine solids can reduce separation efficiency. Heating, conditioning, or demulsification may be needed before separation.
For plants already dealing with oil-water interface issues, connect this page to your guide on oil and grease trap and oil skimmer selection.
Chemical Conditioning
Chemical conditioning is used when oil and water do not separate naturally. Demulsifiers, coagulants, pH adjustment, or surfactant-based approaches may help break emulsions and improve separation.
This stage must be handled carefully because adding chemicals can change the final sludge classification, corrosion behaviour, odour, and downstream treatment load.
Dewatering
Dewatering reduces water before thermal drying. It is useful when the sludge has enough solid structure for mechanical water removal.
Common options include filter press, screw press, centrifuge, or thickening before drying. The right choice depends on solids percentage, oil content, particle size, stickiness, and whether the cake can be discharged cleanly.
Add an internal link to sludge dewatering techniques where the reader needs a broader dewatering comparison.
Thermal Drying
Thermal drying is used when the plant needs a lighter, drier, more manageable sludge output after oil-water-solid separation.
For oily sludge, indirect drying is often preferred over direct flame contact because heat is transferred through a heated surface rather than mixing hot gases directly with the sludge. This is important when the feed contains oil, odour, or volatile components.
In an indirect paddle dryer, heat is transferred through the jacket and hollow shafts while paddles agitate the feed. This helps expose wet sludge surfaces, break lumps, and move material toward discharge. For sludge that is sticky, paste-like, or viscous, this mixing action is important.
Read more on thermal sludge drying systems and conductive paddle dryer sludge treatment.
Thermal Desorption
Thermal desorption is mainly used where the objective is to remove hydrocarbons from contaminated solids using controlled heat and vapour recovery. It may be suitable for some oilfield waste, contaminated soil, or high-hydrocarbon sludge streams.
It is not the same as simple drying. It needs more detailed review of temperature, vapour recovery, emission control, safety classification, and final treated solid quality.
Bioremediation and Land Treatment
Biological treatment may be possible for selected petroleum-contaminated materials where hydrocarbon levels, toxicity, land availability, climate, and regulatory permissions are suitable.
This is not a universal disposal route. It is usually slower than thermal treatment and depends heavily on contamination level, nutrients, aeration, moisture, microbial activity, and local approval.
Incineration, Co-Processing, and TSDF Disposal
After oil recovery, dewatering, and drying, remaining solids may still need approved disposal. Possible routes include hazardous waste landfill, incineration, cement kiln co-processing, or other authorized treatment and disposal facilities.
The final route should be selected only after lab testing and review by the plant’s EHS team, SPCB/CPCB authorization conditions, and the authorized disposal facility.
For related disposal planning, use industrial sludge disposal guide and CPCB hazardous waste disposal guidance.

Where a Paddle Dryer Fits in Oil Sludge Treatment
A paddle dryer is most useful after free oil and excess water are separated as much as practical. It is not a replacement for oil recovery or primary separation. It is the thermal drying stage that helps reduce remaining moisture and improve handling of the residual solid or cake.
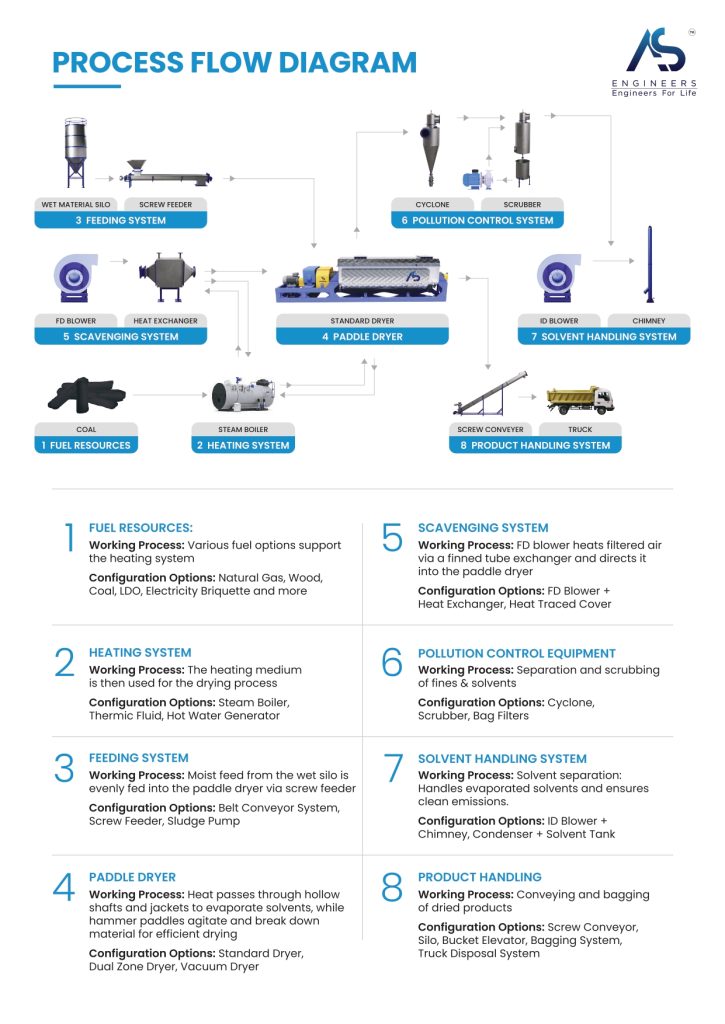
AS Engineers’ paddle dryer design supports indirect heating through hollow shafts and jacket heating. Depending on the requirement, the system can be configured with feed handling, heating system, scavenging air, cyclone, scrubber, condenser, product conveying, and bagging or truck disposal arrangement.
For oil sludge, the final configuration must be reviewed around:
- Feed moisture and oil percentage.
- Free oil versus emulsified oil.
- Solids percentage and grit load.
- Flash point and volatile components.
- Sludge viscosity and pumpability.
- Required final moisture.
- Vapour handling and condensation requirement.
- MOC, corrosion, abrasion, and cleaning access.
- Final disposal or reuse route.
A safer selection process is to test a representative sample before fixing dryer size, heating medium, MOC, vapour handling, and discharge arrangement.
Oil Sludge Drying: Fit and No-Fit Guide
| Condition | Dryer Fit? | Practical Comment |
|---|---|---|
| Wet oily sludge after tank cleaning | Conditional | First check free oil recovery and grit load |
| Oily ETP sludge with high moisture | Often suitable after dewatering | Dryer helps reduce weight and improve handling |
| Sludge with high solvent or volatile content | Needs detailed safety review | Vapour handling and explosion/fire risk must be evaluated |
| Sludge with high sand, rust, or grit | Conditional | Abrasion, screw feed, and discharge design matter |
| Pumpable oily slurry | Possible | Feed system and pre-thickening must be reviewed |
| Dry powder with residual oil | May need other route | Thermal desorption or approved disposal may be more relevant |
| Unknown sludge composition | Not ready | Lab testing and classification required first |
Disposal and Reuse Options After Drying
Drying does not automatically make oil sludge non-hazardous. It reduces moisture and may improve handling, but final disposal depends on test results and authorization.
Possible post-treatment routes include:
| Final Route | When It May Apply | Caution |
|---|---|---|
| Authorized TSDF landfill | Residue remains hazardous and not suitable for reuse | Use only approved transport and documentation |
| Incineration | High-risk residue or high organic load requiring destruction | Needs permitted facility and emission control |
| Cement kiln co-processing | Dried sludge has suitable calorific value and acceptable contaminants | Requires approval and acceptance by co-processing facility |
| Recovered oil reuse/reprocessing | Free oil or separated oil meets acceptance criteria | Needs quality testing |
| Construction material use | Only for treated, approved, non-restricted residue | Do not assume suitability without lab and regulatory clearance |
| Energy recovery | If calorific value is useful and contaminants are within accepted limits | Approval is critical |

Buyer Checklist Before Selecting an Oil Sludge Dryer
Before asking for a quotation, share the following data:
| RFQ Input | Why It Matters |
|---|---|
| Source of sludge | Tank bottom, refinery ETP, used oil plant, oilfield, separator sludge |
| Daily or batch quantity | Dryer sizing and operating schedule |
| Initial moisture | Heat load and drying duty |
| Oil percentage | Recovery option, vapour load, safety review |
| Solids percentage and ash | Abrasion, discharge, residue quality |
| Viscosity and pumpability | Feed system selection |
| Grit/sand/rust content | Wear and maintenance planning |
| Flash point / VOC / solvent data | Vapour handling and safety classification |
| Required final moisture | Dryer sizing and residence time |
| Heating medium available | Steam, thermic fluid, hot water, or other heat source |
| Desired final route | TSDF, incineration, co-processing, reuse, or further treatment |
| Available space and utilities | Layout, ducting, pollution control, access |
| Lab report and MSDS if available | Safer process and MOC selection |
For detailed dryer sizing logic, add a contextual link to how to choose a sludge paddle dryer.
Common Mistakes in Oil Sludge Treatment Projects
Selecting the dryer before testing the sludge
Oil sludge varies from site to site. A storage tank sludge, refinery ETP sludge, and used oil reprocessing residue may behave very differently. Without testing, dryer sizing and vapour handling can be wrong.
Ignoring free oil recovery
If recoverable oil is present, recover it before drying where practical. Drying raw oily sludge without separation can increase vapour load and operating risk.
Treating drying as disposal
Drying reduces moisture. It does not replace hazardous waste classification, manifests, authorized transport, or final disposal approval.
Underestimating vapour handling
Oil sludge drying may release water vapour, odour, oil vapour, and fine particles. Vapour handling should be planned with cyclone, scrubber, condenser, ID fan, and chimney requirements as applicable.
Using generic sludge dryer logic
Oily sludge needs more caution than many biological or municipal sludge streams. Feed behaviour, flammability, oil content, and emission control must be reviewed before final system selection.

How AS Engineers Can Support Oil Sludge Drying Review
AS Engineers can review oil sludge drying requirements for plants that need moisture reduction, better handling, safer storage, and final disposal preparation. For such applications, share the sludge source, lab report, feed moisture, oil content, solids percentage, daily quantity, heating medium, final moisture target, and planned disposal route.
The AS Engineers team can then review whether a paddle dryer-based system is suitable, what pre-treatment may be required, and what vapour handling or pollution-control support may be needed.
For broader AS Engineers support, see oil sludge treatment and thermal drying of sludge with paddle sludge dryers.
Conclusion
Oil sludge treatment should be planned as a complete system, not as a single machine purchase. The right approach starts with sludge testing, oil-water-solid separation, moisture reduction, vapour handling, and a verified final disposal or reuse path.
For many industrial oil sludge streams, indirect paddle drying can be a practical step after primary separation and dewatering. It helps reduce moisture, improve handling, and prepare the remaining solids for approved disposal, co-processing, incineration, or further treatment. However, oil content, VOCs, flash point, heavy metals, grit load, and regulatory classification must be checked before finalizing the dryer design.
If you are planning an oil sludge drying system, share the sludge analysis, quantity, moisture, oil percentage, heating medium, and disposal route with AS Engineers for a practical technical review.
Frequently Asked Questions
What is the best method for oil sludge treatment?
The best method depends on the sludge composition. A common industrial route is collection, sampling, oil-water-solid separation, dewatering, and thermal drying of the remaining sludge cake. Final disposal or reuse depends on oil content, contaminants, calorific value, heavy metals, and regulatory approval.
Is oil sludge hazardous waste?
Oil sludge may be hazardous depending on its source and composition. In India, oily sludge and oil-containing sludge from petrochemical, crude oil, tank cleaning, and petroleum refining or used oil recycling operations are listed under hazardous waste schedules. Always confirm with current CPCB/SPCB rules and the plant’s authorization.
Can a paddle dryer dry oil sludge?
Yes, a paddle dryer may be suitable for selected oil sludge after proper testing, oil recovery, and dewatering. It uses indirect heat through hollow shafts and jacket surfaces to reduce moisture while mixing the sludge. For oily sludge, vapour handling, safety review, and final disposal planning are essential.
Can dried oil sludge be reused as fuel?
Sometimes, but only after testing and approval. Dried oil sludge may have calorific value, but reuse as fuel or co-processing depends on contaminants, oil content, ash, metals, facility acceptance criteria, and hazardous waste authorization. Do not assume reuse is permitted without lab and regulatory review.
What data is required for an oil sludge dryer quotation?
Share sludge source, quantity, initial moisture, oil percentage, solids percentage, viscosity, grit content, flash point or VOC data, heating medium, final moisture target, available utilities, and planned disposal route. A representative sample or lab report helps avoid wrong dryer selection.


