Sludge treatment methods include thickening, conditioning, stabilization, digestion, mechanical dewatering, thermal drying, composting, co-processing, incineration, land application, and authorized disposal. The right method depends on sludge type, moisture content, organic load, hazardous classification, daily quantity, disposal route, and available utilities.
For most industrial ETP and municipal STP plants, sludge treatment is not one machine. It is a chain. A plant may need a sludge thickener, chemical conditioning, sludge dewatering, and then thermal drying before the material becomes easier to store, transport, reuse, co-process, or dispose of.
What sludge treatment actually means
Sludge treatment means reducing the volume, moisture, odor, biological activity, handling risk, and disposal burden of sludge generated from wastewater treatment, effluent treatment, sewage treatment, or industrial process streams.
In simple terms, sludge treatment answers four plant-side questions:
| Question | Why it matters |
|---|---|
| How much water can be removed? | Lower moisture reduces handling, storage, transport, and disposal load. |
| Is the sludge biologically unstable? | Unstable organic sludge can create odor, gas, pathogen, and hygiene issues. |
| Is the sludge hazardous or non-hazardous? | Classification affects storage, transport, disposal, reuse, and documentation. |
| What is the final route? | Land application, co-processing, fuel use, brick/cement use, TSDF disposal, or landfill each needs different preparation. |
Before selecting any treatment method, first understand what sludge is, where it is generated, and what contaminants it may contain.
Main sludge treatment methods at a glance
| Method | Main purpose | Best suited for | Limitation |
|---|---|---|---|
| Gravity thickening | Concentrates dilute sludge | STP sludge, biological sludge, primary sludge | Does not make sludge dry or disposal-ready |
| DAF thickening | Thickens light or oily solids | Food, dairy, oily wastewater, some industrial ETPs | Chemical and air system control required |
| Chemical conditioning | Improves water release before dewatering | Filter press, centrifuge, belt press, screw press feed | Wrong dosing increases cost and wet cake |
| Lime stabilization | Raises pH and controls odor/pathogens | Small STPs, organic sludge, emergency stabilization | Adds mass and does not remove much water |
| Aerobic digestion | Stabilizes organic sludge with oxygen | Small to medium STPs and biological sludge | Continuous aeration energy required |
| Anaerobic digestion | Stabilizes sludge and can generate biogas | Large STPs, high organic sludge volumes | Higher capital and skilled operation needed |
| Mechanical dewatering | Removes free/bound water mechanically | ETP and STP sludge after conditioning | Cake still contains significant moisture |
| Thermal drying | Removes moisture using heat | ETP cake, STP cake, sticky sludge, disposal-cost reduction | Requires heat source and vapour handling |
| Composting | Converts organic sludge into soil-improver route | Stabilized organic sludge, biosolids-type applications | Needs space, mixing, monitoring, and approval |
| Co-processing | Uses suitable dried waste in cement kilns | Dried sludge with useful fuel/mineral value | Requires regulatory and receiving-plant approval |
| Incineration | High-temperature destruction | hazardous or high-risk sludge streams | Requires air pollution control and ash handling |
| Authorized landfill / TSDF | Final controlled disposal | Non-reusable or hazardous sludge | Usually highest disposal dependency |


Physical sludge treatment methods
Physical methods mainly reduce volume by separating water from solids. They are usually the first stage before biological, chemical, or thermal treatment.
Thickening
Thickening concentrates dilute sludge before digestion, dewatering, or drying. Common methods include gravity thickening, dissolved air flotation, rotary drum thickening, and mechanical thickening.
A gravity sludge thickener is useful when the sludge settles well. DAF thickening is useful when solids are light, oily, or difficult to settle. Mechanical thickening is selected when space is limited or higher solids concentration is needed before the next step.
Thickening is not final treatment. It only reduces the hydraulic load. The sludge still needs stabilization, dewatering, drying, reuse, or disposal planning.
Mechanical dewatering
Mechanical dewatering removes water using pressure, gravity, centrifugal force, or screw compression. Common equipment includes filter presses, belt filter presses, decanter centrifuges, screw presses, and plate-and-frame presses.
For industrial plants, this is often the first serious cost-reduction step because it converts pumpable sludge into cake. But dewatering is still not the end of the chain. Wet cake can remain heavy, sticky, odorous, difficult to store, and costly to transport.
If your plant is comparing equipment, review this guide on how to choose the right sludge dewatering equipment before finalizing a press, centrifuge, or screw press.
Chemical sludge treatment methods
Chemical methods improve sludge handling, stabilize sludge, bind contaminants, or improve dewatering performance.
Polymer conditioning
Polymer conditioning is used before mechanical dewatering. The correct polymer helps small particles form stronger flocs, which release water more effectively in a filter press, belt press, centrifuge, or screw press.
The problem starts when polymer selection is done only by price per kg. A cheaper polymer that gives wetter cake can increase downstream drying load, disposal weight, and handling cost. For ETP sludge, jar testing and site trials are more reliable than guessing dosage.
Lime stabilization
Lime stabilization raises sludge pH and can reduce odor and biological activity. It is used in some municipal, faecal, and organic sludge handling systems where quick stabilization is needed.
However, lime is not a volume-reduction method. It can increase total solids mass because lime is added to the sludge. For plants struggling with transport or disposal cost, lime may help stabilization but not necessarily solve the final disposal burden.
You can read more on lime sludge stabilization for safer disposal planning.
Chemical precipitation
Chemical precipitation is used when dissolved metals, phosphates, or specific contaminants need to be converted into insoluble solids and removed with sludge. This is common in chemical, metal finishing, dyes, pigments, textile, pharma, and specialty chemical ETPs.
The treated sludge must still be tested and classified. Do not assume that chemical treatment makes sludge reusable or non-hazardous. Disposal route must be selected based on actual lab analysis and local regulatory approval.
Biological sludge treatment methods
Biological methods stabilize organic sludge by using microorganisms to break down volatile organic matter. These methods are common in STPs, food processing plants, dairy plants, distilleries, and other biological treatment systems.
Aerobic digestion
Aerobic digestion uses oxygen to stabilize biological sludge. It is simpler than anaerobic digestion and is suitable for smaller plants where biogas recovery is not the main objective.
The main concern is energy. Aeration consumes power continuously. For plants with limited operator skill and moderate sludge volume, aerobic digestion can still be practical because it is easier to manage than anaerobic digestion.
Anaerobic digestion
Anaerobic digestion works without oxygen. It breaks down organic sludge and can generate biogas. It is more suitable for large municipal STPs, food and beverage plants, distilleries, and high-organic wastewater systems.
Anaerobic digestion reduces volatile solids and stabilizes the sludge, but it does not remove enough moisture to make the sludge easy to transport. After digestion, most plants still need dewatering and sometimes thermal drying.
For biological systems, also review activated sludge and anaerobic sludge blanket concepts because sludge quality depends heavily on the upstream treatment process.
Thermal sludge treatment methods
Thermal methods use heat to remove water, reduce volume, improve handling, and prepare sludge for disposal or recovery routes.
Thermal sludge drying
Thermal drying is used after dewatering. It removes moisture from wet cake and converts it into a more stable dried product. This is especially useful for industrial ETP sludge, STP sludge, ZLD sludge, chemical sludge, dye sludge, pharma sludge, paper sludge, food sludge, and refinery sludge where disposal cost depends on weight and moisture.
The main benefit of thermal drying is that it attacks the real cost driver: water inside sludge. A wet cake may look like “solid waste,” but a large portion of what you transport and pay for is still water.
For a deeper equipment-level explanation, read this guide on thermal sludge drying systems.
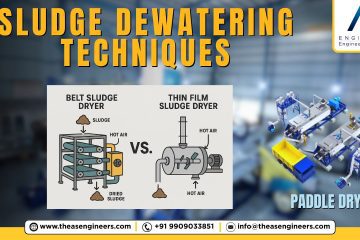
Paddle dryer for sludge treatment
A paddle dryer is a strong fit for many industrial sludge treatment applications because it uses indirect heat transfer. Heat passes through hollow shafts, paddles, and a jacketed body instead of sending hot gas directly through the sludge.
This matters for sticky, paste-like, fibrous, chemical, or odor-sensitive sludge. The sludge is continuously mixed, heated, and dried inside an enclosed system. Vapour can then be routed to condensation, scrubbing, or other pollution-control systems depending on the material and site requirement.
AS Engineers’ sludge drying system can be configured with fuel resources, heating system, feeding system, paddle dryer, scavenging system, pollution-control system, solvent/vapour management, and product handling. Its published paddle dryer configuration includes steam, thermic fluid, hot water generator options, screw feeder, sludge pump, cyclone, scrubber, bag filter, ID blower, condenser, screw conveyor, bagging system, silo, bucket elevator, and truck disposal options.
For equipment-specific selection, use sludge treatment with conductive paddle dryers and the AS Engineers page on paddle dryers for sludge drying as support references.
Sludge treatment applications by sludge type
Different sludge streams need different treatment chains. A method that works for municipal sludge may not work for hazardous ETP sludge.
| Sludge type | Common source | Practical treatment approach |
|---|---|---|
| Municipal sludge | STP, sewage treatment plant | Thickening, biological stabilization, dewatering, drying, composting or approved reuse/disposal |
| Industrial ETP sludge | Chemical, textile, pharma, food, paper, dye, metal, refinery | Conditioning, dewatering, testing, thermal drying, co-processing or authorized disposal |
| Biological sludge | Activated sludge process, MBBR, SBR, ASP | Stabilization, thickening, dewatering, drying if disposal cost is high |
| Hazardous sludge | Chemical, metal-bearing, oily, toxic or reactive streams | Lab analysis, stabilization if needed, drying only after safety review, TSDF/co-processing with authorization |
| Oily sludge | Refinery, petroleum, workshop, oil separation systems | Oil separation, conditioning, indirect drying, co-processing or incineration route after approval |
| ZLD sludge | Evaporator, crystallizer, RO reject concentration | Dewatering/drying, contaminant analysis, authorized disposal or recovery route |
| Livestock sludge | Dairy, poultry, farm, animal waste | Digestion, composting, drying, fertilizer route if permitted and safe |
| Paper sludge | Pulp and paper mill | Dewatering, drying, fuel/brick/cement route depending on composition |
For specific streams, you can use these support guides: hazardous sludge, municipal sludge, biological sludge, chemical sludge treatment, livestock sludge management, and ZLD sludge.
How to select the right sludge treatment method
A plant should not select sludge treatment equipment only from a catalogue. The selection should start from the sludge and the final disposal route.
Check sludge source and classification
First confirm whether the sludge is municipal, biological, industrial, hazardous, oily, chemical, or ZLD sludge. For hazardous and other wastes in India, generators need to follow applicable authorization, storage, treatment, transport, reuse, recycling, recovery, co-processing, and disposal requirements under the relevant pollution-control framework.
For Indian hazardous waste handling context, use this internal guide on CPCB guidelines for hazardous waste disposal and confirm the final route with the concerned SPCB/PCC.
Measure daily quantity and moisture
Daily sludge generation should be measured in kg/day or ton/day at actual moisture level. Do not use only “number of trolley loads” or “bags per day.” For dryer sizing, the required evaporation load depends on:
- Wet sludge quantity
- Inlet moisture range
- Target outlet moisture
- Operating hours per day
- Bulk density
- Sticky or free-flowing behavior
- Heat-sensitive or odor-sensitive nature
- Required final disposal or reuse route
Match method to final route
If the final route is only dewatering and landfill, the plant may still carry high transport and disposal cost. If the route is co-processing, the sludge usually needs more drying and pre-processing. If the route is land application, pathogen, heavy metal, and local approval requirements become critical. If the route is TSDF, documentation and authorized transport matter as much as equipment.
Check utilities before selecting a dryer
Thermal drying needs a heat source. A plant may use steam, thermic fluid, hot water, natural gas, coal, wood, LDO, electricity, briquette, or another site-specific fuel/heating arrangement. AS Engineers’ published heating medium guide includes steam boiler, thermic fluid, and hot water generator options for paddle dryer systems.
If your plant already has thermic fluid or steam available, integration may be simpler. If no heat utility exists, the dryer package must include heating system planning.
Method selection table for plant teams
| Plant condition | Better treatment direction |
|---|---|
| Dilute sludge from clarifier | Thickening before dewatering |
| High organic STP sludge | Stabilization, digestion, dewatering, drying if needed |
| Filter press cake still costly to dispose | Thermal drying after dewatering |
| Sticky industrial ETP sludge | Indirect paddle dryer after testing |
| Oily/refinery sludge | Oil separation, lab analysis, indirect drying or approved disposal |
| Hazardous sludge | Classification, stabilization where needed, authorized disposal/co-processing |
| Space shortage for drying beds | Mechanical dewatering and compact thermal dryer |
| High transport cost | Dewatering plus thermal drying |
| Sludge has fuel value | Drying and co-processing assessment |
| Sludge planned for soil use | Stabilization, testing, pathogen/heavy metal review, approval |
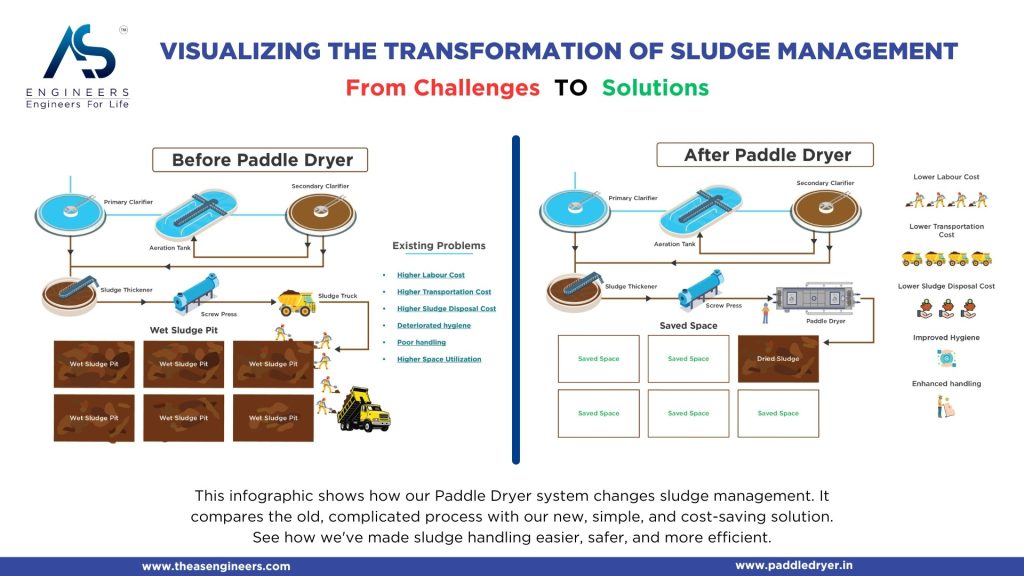
Where plants make mistakes
Stopping at dewatering
Many ETP plants consider the job complete after filter press cake is produced. This is often where the cost problem begins. Cake may still contain high moisture, may stick inside bags or trolleys, may smell, and may need frequent disposal trips.
Selecting equipment before testing sludge
Two sludge samples with the same moisture percentage can behave completely differently. One may flow, one may bridge, one may become sticky, and one may dry into granules. Pilot testing helps avoid wrong equipment sizing and incorrect heat-load assumptions.
AS Engineers offers paddle dryer pilot trials using a 50 kg/hr pilot trial machine at its facility or at the client’s site, subject to project discussion. This is useful when the buyer needs moisture reduction, throughput, material behavior, vapour handling, and product handling data before final equipment selection.
Ignoring vapour and odor handling
Drying removes moisture, but that moisture leaves as vapour. If the sludge contains odor, VOCs, solvents, ammonia, or fine particles, the dryer must be connected with proper vapour handling, condensation, scrubbing, cyclone, bag filter, ID fan, or chimney arrangement.
For connected airflow and pollution-control support, Acmefil’s resources on industrial scrubbers, bag filters, and cyclone separators can support the system-level review.
Not keeping disposal documentation
Treatment is not only an equipment issue. The plant must also maintain disposal records, transporter details, disposal site authorization, quantity records, lab reports, and approval documents wherever applicable. This is especially important for industrial sludge, hazardous sludge, and co-processing routes.
Practical RFQ checklist for sludge treatment equipment
Before asking for a sludge treatment or sludge dryer quotation, prepare these inputs:
| RFQ input | Why AS Engineers needs it |
|---|---|
| Sludge source | ETP, STP, CETP, ZLD, refinery, chemical, pharma, food, paper, textile, etc. |
| Daily wet sludge quantity | Required for capacity and equipment sizing |
| Current moisture content | Required for evaporation-load calculation |
| Target final moisture | Defines dryer duty and final handling |
| Sludge behavior | Sticky, paste-like, fibrous, granular, oily, abrasive, corrosive, free-flowing |
| Current dewatering method | Filter press, screw press, centrifuge, belt press, drying bed, etc. |
| Available heat source | Steam, thermic fluid, gas, LDO, electricity, biomass, briquette, etc. |
| Operating hours | Batch/continuous planning and equipment size |
| MOC requirement | CS, SS304, SS316, duplex, alloy, hard-facing, lining, etc. |
| Vapour handling need | Condenser, scrubber, cyclone, bag filter, chimney, solvent recovery |
| Final disposal route | TSDF, co-processing, landfill, fuel use, cement, brick, fertilizer, compost |
| Site constraints | Space, height, foundation, utilities, manpower, maintenance access |
If you are still comparing dewatering, drying, and disposal routes, start with sludge management guide and industrial sludge disposal guide.
Best method by buyer situation
| Buyer situation | Recommended direction |
|---|---|
| Small STP with mostly biological sludge | Stabilization, dewatering, composting or approved disposal |
| Industrial ETP with costly wet sludge disposal | Dewatering plus paddle dryer for volume and moisture reduction |
| Chemical plant with hazardous sludge | Lab classification, stabilization if required, indirect drying only after safety review, authorized disposal/co-processing |
| Food or dairy sludge with organic value | Thickening, digestion, dewatering, drying or compost route if permitted |
| CETP handling mixed waste streams | Segregation, characterization, dewatering, drying, TSDF/co-processing planning |
| ZLD plant generating high-salt sludge | Careful analysis, dewatering/drying, authorized disposal or recovery review |
| Refinery or oily sludge | Oil recovery/separation, conditioning, indirect thermal drying, approved final route |
| Municipal sludge with reuse target | Digestion/stabilization, dewatering, drying, testing, approved land-use route |
Role of sludge drying in the full treatment chain
Sludge drying does not replace every treatment method. It completes the chain when moisture reduction, disposal cost, storage space, and handling are the main problems.
A practical chain often looks like this:
Wastewater treatment → sludge thickening → conditioning → dewatering → thermal drying → product handling → approved reuse/disposal
For many plants, the biggest improvement comes from adding drying after existing dewatering equipment. The filter press or screw press reduces free water. The sludge dryer then removes additional moisture and turns wet cake into a more manageable output.
AS Engineers’ paddle dryer system is designed for indirect drying of sludge using hollow shafts, jacket heating, self-cleaning paddles, and enclosed operation. Depending on material and site needs, the system can include feeding, heating, drying, vapour handling, pollution control, and dried product handling.
For a broader view of drying methods, see sludge drying methods, systems and best practices and advanced sludge drying technologies.
FAQs
What are the main sludge treatment methods?
The main sludge treatment methods are thickening, conditioning, stabilization, aerobic digestion, anaerobic digestion, mechanical dewatering, thermal drying, composting, co-processing, incineration, and authorized disposal. Most plants need a combination of methods instead of one standalone machine.
Which sludge treatment method gives the highest volume reduction?
Thermal drying usually gives the highest moisture and volume reduction after mechanical dewatering. Dewatering removes part of the water, but drying reduces the remaining moisture further and makes sludge easier to store, transport, and handle.
Is dewatering enough for industrial sludge treatment?
Dewatering is often necessary, but it is not always enough. Filter press or screw press cake may still contain high moisture and may remain costly to transport or dispose of. For high disposal-cost plants, thermal drying after dewatering is often the missing step.
When should a plant choose a paddle dryer for sludge treatment?
A paddle dryer is suitable when sludge is sticky, paste-like, fibrous, chemically sensitive, odor-sensitive, or difficult to dry in direct-contact systems. It is also useful where enclosed indirect heating and controlled vapour handling are important.
What information is needed for sludge dryer sizing?
The main inputs are daily wet sludge quantity, inlet moisture, target outlet moisture, operating hours, sludge behavior, heat source, MOC requirement, vapour handling need, and final disposal route. A pilot trial is recommended when sludge behavior is uncertain.
Conclusion
The best sludge treatment method is not selected by method name alone. It depends on sludge source, moisture, organic load, hazardous classification, daily quantity, available utilities, and final disposal or reuse route.
For many ETP and STP plants, the practical chain is thickening, conditioning, stabilization where needed, mechanical dewatering, and then thermal drying. Dewatering reduces some water, but thermal drying is often the step that reduces weight, storage burden, handling issues, and disposal dependency.
If your plant is sending wet sludge cake for disposal and the cost keeps increasing, share your sludge source, daily quantity, inlet moisture, target moisture, current dewatering method, heat source, and disposal route with AS Engineers. The team can review whether a paddle dryer, supporting vapour handling system, and product handling arrangement fit your sludge treatment chain.