Sludge dewatering is key to efficient waste management because it removes free water from sludge before transport, disposal, drying, or reuse. Instead of paying to handle mostly water, plants convert wet sludge into a denser sludge cake. This reduces volume, improves handling, lowers downstream drying load, and helps ETP, STP, CETP, chemical, textile, pharma, food, and municipal wastewater plants manage sludge more practically.
For many plants, dewatering is not the final step. It is the stage that prepares sludge for better storage, safer movement, lower disposal burden, or further drying in a sludge dryer.
What sludge dewatering means
Sludge dewatering is the mechanical or physical separation of water from sludge. The output is usually called dewatered sludge cake. It is still moist, but it is much easier to move, store, feed, or send for further treatment compared with raw liquid sludge.
In a typical wastewater or effluent treatment plant, sludge may come from:
- Primary clarifiers
- Secondary biological treatment
- Chemical dosing and precipitation
- ETP or CETP treatment lines
- STP and municipal sewage treatment
- Industrial processes such as textile, pharma, chemical, food, paper, oil, and agrochemical manufacturing
A practical sludge management train usually follows this logic:
| Stage | Main purpose | Typical buyer concern |
|---|---|---|
| Thickening | Reduce free water and increase solids concentration | Less tank/storage load |
| Dewatering | Convert sludge into cake | Lower transport and handling volume |
| Drying | Remove deeper moisture using heat | Lower disposal burden and better end-use potential |
| Final handling | Bagging, storage, co-processing, TSDF, composting, fuel, cement, bricks, or other approved route | Compliance, economics, and safety |
Dewatering should be selected based on sludge behavior, not only on equipment price. A biological sludge, oily sludge, chemical sludge, textile sludge, and mineral sludge can behave very differently during pressing, polymer dosing, drying, and final disposal.


Why dewatering matters in real waste management
It reduces the volume that the plant has to handle
Wet sludge occupies space, creates odor issues, increases transport trips, and often needs continuous attention from operators. Dewatering removes a large portion of free water and makes the sludge more compact.
This directly affects:
- Number of trolley, truck, or container movements
- Sludge pit and storage area requirement
- Operator handling time
- Disposal frequency
- Downstream drying load
- Housekeeping and hygiene around the sludge area
For plants already struggling with sludge pits, wet sludge storage, or overflowing sludge handling areas, start with the sludge management guide before finalizing the dewatering and drying route.
It lowers downstream drying load
A sludge dryer should not be treated as a magic box that receives uncontrolled wet sludge. Better feed preparation usually improves dryer performance. Mechanical dewatering removes free water first, so the dryer focuses on removing bound moisture and reaching the required final moisture level.
This is especially important for thermal sludge drying systems and advanced sludge drying technologies where steam, thermic fluid, hot water, or other heat sources are involved.
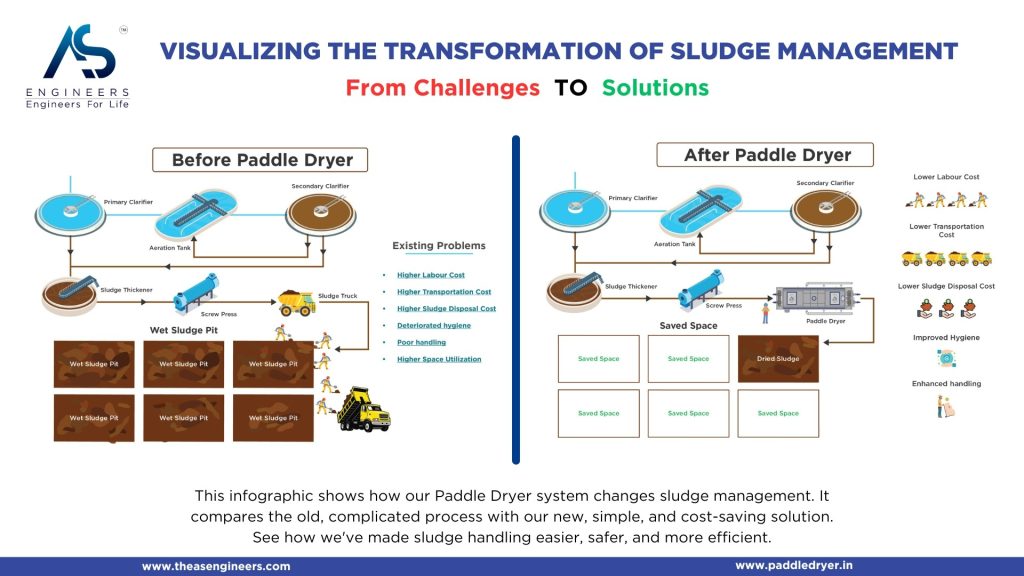
In an indirect paddle dryer system, sludge drying is supported by heat transfer through hollow shafts and jacketed surfaces. AS Engineers’ paddle dryer process flow also includes feeding, heating, scavenging, pollution control, solvent/vapour management, and product handling systems, so feed condition has a direct impact on the overall plant design.
It improves sludge handling and operator safety
Dewatered sludge cake is easier to lift, convey, store, and feed compared with liquid sludge. It also reduces the chances of spillage during movement.
That does not mean all sludge becomes safe after dewatering. Industrial sludge may still contain heavy metals, chemicals, solvents, oil, biological contaminants, or other hazardous constituents. The plant team must classify the sludge properly, test it where required, and follow the approved disposal or reuse route.
For hazardous or high-risk sludge, dewatering should be combined with proper containment, PPE, odor/vapour management, and disposal documentation.
It helps plants compare disposal economics properly
Many plants compare disposal cost only as “rupees per ton.” That is incomplete. The real question is: how much water are you paying to move?
A better cost comparison includes:
| Cost factor | Wet sludge impact | Dewatered or dried sludge impact |
|---|---|---|
| Transport | Higher weight and volume | Lower load per disposal cycle |
| Storage | Larger sludge pit or container space | More compact handling |
| Labour | More cleaning, movement, and supervision | Cleaner movement and easier handling |
| Dryer load | Higher evaporation demand | Lower evaporation demand after dewatering |
| Disposal route | Limited options if too wet | More route options after dewatering/drying |
| Hygiene | More odor and wet-floor risk | Better housekeeping when handled correctly |
For deeper disposal-cost planning, connect this page with the article on the hidden cost of landfilling wet sludge and the industrial sludge disposal guide.
Common sludge dewatering methods
No single dewatering machine is best for every sludge. The right option depends on sludge source, solids percentage, oil/grease, fibre, polymer response, abrasiveness, desired cake condition, operator availability, water use, space, and maintenance capability.
| Dewatering method | How it works | Suitable when | Watch-outs |
|---|---|---|---|
| Belt filter press | Sludge passes between moving belts and rollers | Continuous operation, municipal and industrial sludge | Belt cleaning, wash water, cloth wear, odor control |
| Screw press | Slow-moving screw compresses sludge through a screen | Lower noise, lower speed, steady operation | Screen clogging, fibrous sludge, cake dryness limits |
| Filter press / plate and frame press | Sludge is pumped into filter chambers and compressed | Higher cake solids required, batch operation acceptable | Labour, cycle time, cloth blinding |
| Centrifuge | High-speed rotation separates solids and liquid by density | High throughput and compact footprint | Energy use, vibration, wear, skilled maintenance |
| Drying bed | Sludge dries by drainage and evaporation | Low-cost, low-throughput, land available | Large area, weather dependency, odor and open exposure |
For method-level comparison, use the dedicated guide on sludge dewatering techniques and the comparison of belt filter press vs screw press dewatering.
Dewatering vs sludge drying
Dewatering and drying are connected, but they are not the same.
| Point | Sludge dewatering | Sludge drying |
|---|---|---|
| Main principle | Mechanical separation of free water | Thermal removal of remaining moisture |
| Output | Sludge cake | Dried sludge or low-moisture solid |
| Energy demand | Usually lower than thermal drying | Higher because evaporation is involved |
| Best role | Pre-treatment before disposal or drying | Volume reduction, storage, disposal, or reuse preparation |
| Common equipment | Screw press, belt press, filter press, centrifuge | Paddle dryer, belt dryer, disc dryer, solar dryer, thin film dryer |
| Buyer question | “How much cake can I make from wet sludge?” | “What final moisture and handling condition do I need?” |
A plant may stop at dewatering if the disposal route accepts the cake condition and the cost is manageable. But if the sludge remains too wet, heavy, smelly, expensive to transport, or unsuitable for storage, thermal drying becomes important.
For plants evaluating the next step, compare sludge drying methods and systems and how to choose a sludge paddle dryer.
Where paddle dryers fit after dewatering
A paddle dryer is useful when a plant needs to reduce moisture further after mechanical dewatering. In sludge applications, an indirect paddle dryer can help convert dewatered cake into a drier, more manageable material.
AS Engineers’ paddle dryer/sludge dryer system can be configured with:
- Feeding system such as screw feeder, belt conveyor, or sludge pump
- Heating system using steam, thermic fluid, or hot water generator
- Paddle dryer with hollow shafts and jacket heating
- Scavenging system where required
- Pollution control equipment such as cyclone, scrubber, or bag filter
- Vapour or solvent management system based on sludge characteristics
- Product handling such as screw conveyor, bagging, silo, bucket elevator, or truck disposal system
This is why sludge dewatering and sludge drying should be planned together. If the dewatering output is inconsistent, the dryer feed rate, heat load, vapour load, product discharge, and final moisture control can all be affected.
For AS Engineers’ broader sludge-drying context, refer to paddle dryers for sludge drying and the practical guide on sludge management in wastewater treatment.
When dewatering alone may be enough
Dewatering may be enough when:
- The disposal vendor accepts the sludge cake condition
- Moisture content is not creating high transport cost
- The plant has enough covered storage
- Odor and hygiene are under control
- There is no requirement for further volume reduction
- The final reuse/disposal route does not need low-moisture dried sludge
In this case, the plant should still monitor sludge volume, cake moisture, filtrate/centrate quality, polymer consumption, machine downtime, and disposal documentation.
When dewatering should be followed by drying
Consider sludge drying after dewatering when:
- Wet cake disposal cost is high
- Transport distance to TSDF, landfill, cement plant, or disposal site is increasing cost
- The plant has limited storage space
- Sludge handling creates odor, housekeeping, or hygiene issues
- Final disposal or reuse requires lower moisture
- The plant is part of a ZLD or wastewater reuse system
- The sludge has potential use as alternative fuel, cement input, brick input, compost/fertilizer, or other approved route after testing
For ZLD-focused plants, connect dewatering decisions with ZLD sludge management and the AS Engineers ecosystem page on paddle dryer in ZLD plant. For broader ZLD plant context from AS Engineers’ group ecosystem, Acmefil’s page on zero liquid discharge systems is also a useful support reference.
Selection factors before choosing sludge dewatering equipment
Do not finalize dewatering equipment only from brochures. Collect actual sludge data first.
| Selection factor | Why it matters |
|---|---|
| Sludge source | ETP, STP, CETP, chemical, biological, textile, pharma, paper, food, oil, or municipal sludge behaves differently |
| Feed solids and moisture | Determines equipment loading and expected cake output |
| Daily sludge quantity | Affects machine size, running hours, automation, and storage |
| Sludge variability | Batch-to-batch changes can affect polymer dose and cake dryness |
| Oil and grease | Can reduce separation efficiency and blind filter media |
| Fibres or plastics | Can clog screens, cloths, pumps, and discharge points |
| Abrasive solids | Affect wear on screws, pumps, centrifuges, and dryer internals |
| Polymer response | Dewatering performance often depends on correct conditioning |
| Final disposal route | TSDF, landfill, co-processing, reuse, or drying route changes the target moisture |
| Utilities and layout | Power, wash water, drainage, floor space, access, and maintenance clearance must be checked |
| Dryer integration | If a dryer follows, dewatering cake consistency affects dryer feed design |
For equipment-level decision support, use the page on how to choose the right sludge dewatering equipment and the sludge dewatering machine guide.
RFQ checklist for dewatering and drying projects
Before asking for a quotation, share these inputs with the equipment supplier:
- Sludge source: ETP, STP, CETP, chemical, biological, municipal, textile, pharma, food, paper, oil, or mixed sludge
- Current sludge quantity per day
- Working hours per day
- Current moisture or solids percentage
- Current dewatering method, if any
- Existing cake moisture, if measured
- Target final moisture after dewatering or drying
- Sludge pH, oil/grease, fibre, salts, chemicals, metals, or solvent presence
- Current disposal cost and disposal route
- Desired downstream route: TSDF, landfill, cement, brick, compost, fuel, agriculture, or internal reuse
- Site space, height limitation, and access
- Available utilities: power, steam, thermic fluid, hot water, fuel, compressed air, cooling water
- Required MOC: CS, SS304, SS316, duplex, or other alloy based on sludge chemistry
- Odor, vapour, dust, or pollution-control requirement
- Automation level and operator availability
- Required documentation, inspection, and commissioning support
If the sludge is difficult, sticky, oily, hazardous, or highly variable, a trial or material test should be considered before final equipment sizing.
Common mistakes in sludge dewatering projects
Assuming dewatering and drying are the same
Dewatering removes free water. Drying removes deeper moisture through heat. If the plant needs very low moisture for storage, transport, reuse, or disposal, mechanical dewatering alone may not be enough.
Buying only on machine price
The cheaper machine can become expensive if it consumes more polymer, needs frequent cleaning, produces wetter cake, or does not match the disposal route.
Ignoring sludge variability
ETP and CETP sludge can change with production batches, chemical dosing, season, plant upset, or wastewater source. Equipment should be selected for real operating variation, not only one lab sample.
Forgetting filtrate or centrate return load
The water separated during dewatering has to go somewhere. If the filtrate or centrate returns to the ETP headworks, the plant must check its effect on hydraulic and pollutant load.
Not planning the dryer feed system
If a sludge dryer is planned after dewatering, the cake discharge, screw feeder, bridging tendency, lump size, and storage hopper design matter. Poor feed design can disturb dryer performance.
Making reuse claims without testing
Dried or dewatered sludge should not be claimed as fertilizer, fuel, brick input, or cement input without testing, buyer acceptance, and regulatory approval. Sewage sludge and industrial sludge can contain useful organic matter or nutrients, but they can also contain contaminants, so the reuse route must be verified.
Practical maintenance points
A good dewatering system is not only about the main machine. Maintenance decides long-term output.
| Area | What to monitor |
|---|---|
| Polymer system | Dosing rate, mixing quality, chemical consumption |
| Belt press | Belt tracking, wash water, rollers, fabric wear |
| Screw press | Screen cleaning, screw wear, back pressure |
| Filter press | Cloth blinding, plate sealing, hydraulic pressure |
| Centrifuge | Vibration, bearings, bowl wear, torque, noise |
| Pumps and piping | Clogging, abrasive wear, leakage |
| Cake discharge | Bridging, lumps, sticky discharge, conveyor load |
| Dryer feed, if connected | Feed consistency, screw feeder load, hopper bridging |
| Odor and housekeeping | Covered storage, ventilation, spill control |
| Records | Moisture, quantity, downtime, disposal, lab tests |
For plants moving from dewatering to drying, review sludge dryer machine applications and Acmefil’s group support page on sludge dryers.
Conclusion
Sludge dewatering is one of the most important steps in efficient waste management because it reduces water load before sludge is transported, stored, disposed, reused, or thermally dried. For ETP, STP, CETP, and industrial plants, it directly affects disposal cost, site hygiene, operator workload, storage space, and downstream drying performance.
The best approach is not to choose dewatering equipment in isolation. First understand the sludge type, moisture, quantity, variability, contaminants, disposal route, and final moisture target. Then decide whether mechanical dewatering is enough or whether the sludge should move into a dryer.
At AS Engineers, sludge drying requirements are reviewed with the full process in mind: feed condition, heating medium, vapour handling, pollution-control equipment, product discharge, MOC, maintenance access, and final disposal or reuse route. Share your sludge quantity, current moisture, target moisture, sludge source, and disposal challenge to select the right dewatering and drying approach for your plant.
FAQs
What is the main purpose of sludge dewatering?
The main purpose of sludge dewatering is to remove excess water from sludge so the plant handles less volume and weight. This improves storage, transport, disposal, and downstream drying.
Is sludge dewatering the same as sludge drying?
No. Sludge dewatering is usually mechanical water removal, while sludge drying uses heat to reduce moisture further. Dewatering often prepares sludge cake for drying.
Which sludge dewatering method is best?
There is no single best method. Belt filter presses, screw presses, filter presses, centrifuges, and drying beds all have different strengths. Selection depends on sludge type, moisture, solids, polymer response, throughput, space, energy, maintenance, and final disposal route.
When should a plant add a sludge dryer after dewatering?
A plant should consider a sludge dryer when dewatered sludge is still too wet, heavy, costly to transport, difficult to store, or unsuitable for the intended disposal or reuse route.
What data is needed for a sludge dewatering or drying quotation?
Share sludge source, daily quantity, current moisture, target moisture, sludge characteristics, existing dewatering method, disposal route, available utilities, site layout, MOC preference, and any odor, vapour, dust, or safety concerns.